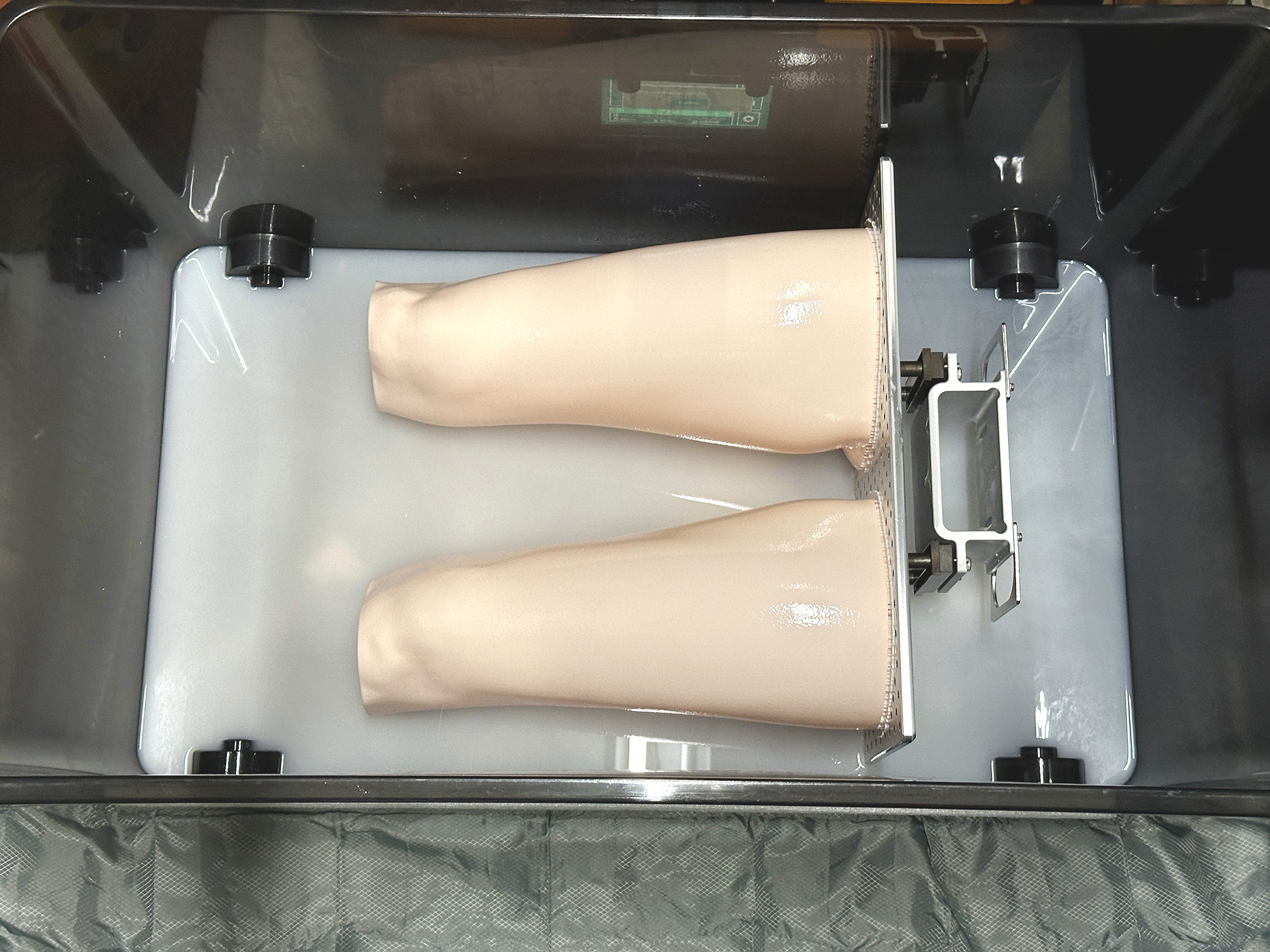
今回は最終部位となる両足を2回に分け出力していく。総出力時間は100時間越えの110時間となった。
3市プリントでは形状に合わせた出力時のレイアウトが重要なファクターとなっています。この段階で誤った対処をおこなうと大抵の場合、例外なく失敗に終わってしまう。しまた、これら要素はFDM方式や光造形方式によって対処法が異なる部分があり注意が必要。
今回は今後の出力に備え、あえて失敗要素の洗い出しをおこなうため、実験的にいろいろなしいアウトを試して出力している。そのため2回ほど失敗をしたが、確実にNG要素を幾つか洗い出しできたので大収穫であった。



最終的にはこのような感じで出力をおこない、無事に出力をし終えることができた。結局・・・1番最初に考えていたものが一番最良な結果であった。実験的にいろいろ試したものはやはりNGで、今回は3Dブリントが3ぶりでブランクがあったとはいえ、意外と感覚的にやり方を覚えているものだと少し驚いた。




出力後の洗浄と拭き取りによるクリーニングについて
一回出力する度にマスク(有機ガス用)と手袋(使い捨てゴム手袋)を着けて全てのエタノール洗浄をおこなうため、大型は意外と毎回大変。しかも、冬場は出力時は暖房で室温を25~30度以上にキープし、出力後はエタノール液での洗浄の為に窓を全開の部屋で作業しなければならない。これはけっこうヒートショック状態でこたえる・・・
また、エタノール洗浄後は洗剤を使用し水洗いもおこないウエスで吹き上げる必要がある。

エタノール液を使用した作業時は換気をしたうえで、必ずマスク(有機ガス用)を使用して作業をおこなう必要がある。エタノールは揮発性が高くそのままの状態では直近で頭痛などを引き起こすことがあるうえ、継続的に使用をすれば神経毒性侵された症状に加え発がん性なども確認されているため、その後にさまざまな障害を引き起こす可能性あると伝えられている。



出力モデルを取り出す際は床にレジャーシート等を敷き、更にその上に衝撃を緩和させるクッションを敷いている。クッションはモデルをビルドプレートから剥がす際、スクレイパーをゴムハンマーで叩いて作業をおこなうため床面の保護のため必須となる。そして洗浄時は大型の密閉容器にエタノール液を必要最小限注ぎ込み作業をおこなう。エタノール液は何度か再使用するため、必ず容器は密閉タイプの物を使用する。
30プリンターからビルドプレートごと出したモデルを直接大型の容器に入れ、洗浄用ブラシ等を使用して丸洗いする。ある程度洗い終えたら、スクレイパーを使用してモデルをビルドプレートから剥がしていく。スクレイパーの刃先を境界部分ではなく、出力部のモデルをプレートに定着させるための板状の部分に僅かにズラして当て、ゴムハンマーで軽く叩いて”衝撃のインパクトで剥離させる”イメージで取り除く。
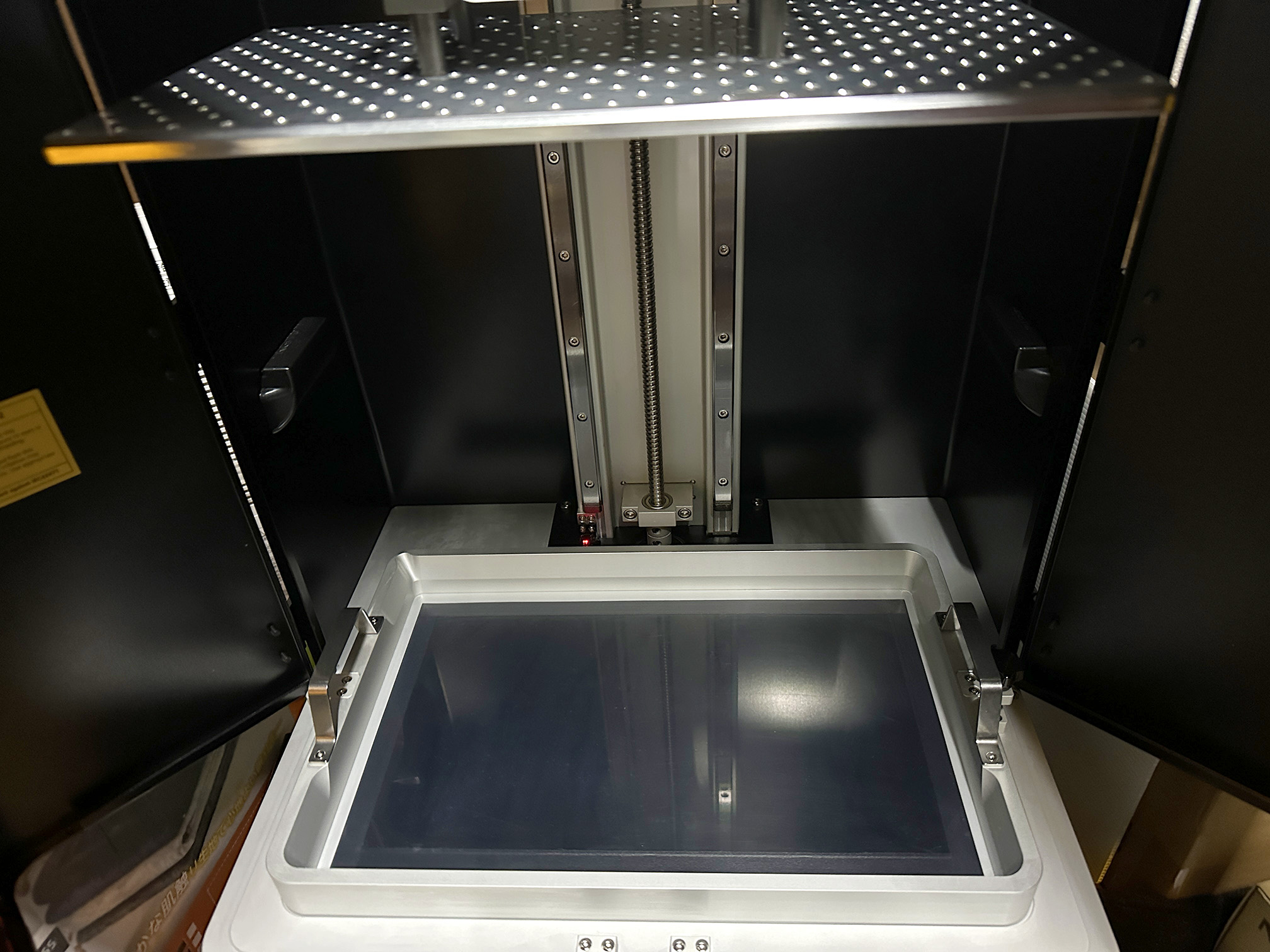
3Dプリンターとその他の道具も全て洗浄し印刷環境全てをクリーニングする。
成功しても失敗をしても必ず全ての工程でクリーニングをおこないます。つまり今回は検証のための2回と、本番出力の2回と合わせ合計4回のクリーニングをおこなった計算になります。クリーニングはとても重要で、特に失敗をして際には積層に失敗したものがレジン液に混ざっていたり、VATのフィルムに定着をしていたりするためしっかりとレジンのろ過も含め、正しくクリーニングしておく必要があります。それ以外にも洗浄をおこなわないとわからない、VATのフィルムのコンディションの確認するためにも必須。
つまり、クリーニングをおこなわなければ次の出力は難しいものになるということになる。クリーニングは1回につき最低でも1時間~1時間半程度はかかるが、絶対に手を抜いてはいけない重要ポイント。
私は毎回新品状態に戻す気合で対処ている。

道具関係もレジンをサッとティシュで拭き取ったうえで先程と同様アルコール消毒タオルで拭いていくが、物によってはベトつきが出たりするため、ティシュで再度拭き取る必要が出るものもある。
後は各ピースの接着&修正をしたうえで彩色とする予定 。




